|
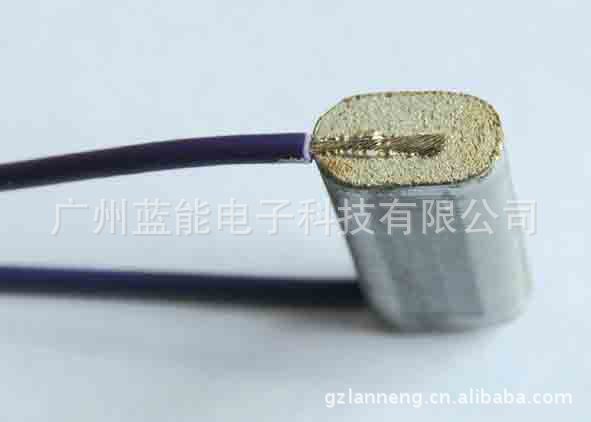
电容器引线点焊机/电容器插片点焊机/电容器焊接
我司针对电容器行业开发的“电容器逆变电源”、“电容器焊接机(电容器碰焊机)”在众多电容器制造厂家和众多电容器焊接自动化设备厂家应用,得到了高度评价,为企业节省了大量成本,降低了电容器的损耗。
关于电容器焊接的常见几个问题:
1、是否可焊纯锌?
若为镀锡铜线,10um镀锡层没有问题,如果是镀锡CP线(即铜包钢线)那么可能会有些问题(比如说成品率下降几个百分点,打火,损耗等问题),如果镀层提高到15um,依我们的经验就没有问题了。
2、喷金层锡的最低比例?
可达到10%。
3、对电容器薄膜损耗?
我们的电源三脉冲放电功能,工艺参数采用三脉冲加热方式,具有如下特点:
①第一次加热采用电流缓升和较小电流的方案,电流缓升保证引线与喷金层之间的接触由线接触逐渐扩大,有效控制飞溅。第一阶段采用小电流是由于开始的接触面较小,电流大容易飞溅;
②第二阶段加热和第三阶段加热电流逐步增加,是因为焊接处有效导电面积增大,电流增大可以保证合理的电流密度;
③脉冲之间间隔900ms,每次脉冲能量有效导出,避免工件热量过分累积,损坏工件。
4、焊接电极材料可考虑采用:
弥散强化氧化铝铜,也有采用钼电极的例子;
5、焊接厚度非常薄的电容器可以吗?
如果电容器小,引线细,可考虑选择功率小的电源,比如说1000A,焊接效果更优,成本更低;
6、电源有分体式和一体式,可供选择:
分体式:变压器和控制器分开两个箱子,好处:变压器可以离焊接电极很近,减少损耗。
7、是否更换焊接自动化设备?
不需要更换设备,只需要更换电源就可以,我司技术工程师免费提供调试支持。
8、后续工艺服务水平
代表国内最高水平,不管是新电源设备的开发,以及新焊接工艺的理解。我们目前也正在开发一台更好的针对焊接电容器行业的电源,尽量减少对电容器的损耗,不日面市。
9、电容器制造企业及电容器自动化厂商行业有相当多的企业选择我们的电源。。。。。
技术参数:
|
型号
|
JYD-01L/01AL
|
JYD-02L/02AL
|
JYD-03/03AL
|
JYD-04LB
|
JYD-06AL/AT
|
JYD-10AL/AT
|
|
输入电压
|
220V/380V
|
220V/380V
|
220V/380V
|
380V
|
380V
|
380V
|
|
额定功率
|
4
|
6
|
10
|
12
|
16
|
25
|
|
输出电流
|
1000
|
2000
|
3000
|
4000
|
6000
|
10000
|
|
负载持续率
|
20
|
20
|
20
|
10
|
10
|
10
|
|
逆变频率
|
4
|
4
|
4
|
4
|
1
|
1
|
|
焊接循环段
|
11
|
11
|
11
|
11
|
11
|
11
|
|
焊接脉冲数
|
3
|
3
|
3
|
3
|
3
|
3
|
|
缓升缓降
|
有
|
有
|
有
|
有
|
有
|
有
|
|
焊接规范数
|
20组
|
20组
|
20组
|
20组
|
20组
|
20组
|
|
外形尺寸
|
435*185*320
|
435*185*320
|
435*185*320
|
460*400*300
|
460*222*345
|
460*222*345
|
|
385*200*300
|
385*200*300
|
|
重量
|
18
|
20.5
|
22
|
33
|
23.5
|
26
|
|
19
|
22
|
24
|
26.5
|
30
|
焊接实例

|